熱處理零件大多數都要進行磨削加工,磨削是機械加工的最后一道加工工序。熱處理零件一經磨削,就會發生磨削裂紋和磨削燒傷。
1.什么是磨削燒傷?
磨削燒傷就是通常所說的磨削燃燒,發生原因是使用孔眼被堵塞了的砂輪,或者磨削過度。另外,用砂輪切斷淬火零件時,切斷面上也經常發生燒傷。一旦發生磨削燒傷,磨削面會出現藍色或黃色等回火顏色,用肉眼也能看出。
當看不見有回火顏色時,可用酸腐蝕,用酸腐蝕后若有燒傷,則有暗灰色或黃色出現,據此容易檢查出磨削燒傷。在工業標準中推薦用下述酸進行腐蝕,檢驗淬火試樣的瞻削衣面:
第1種酸溶液....硝酸5% +水95%:
第2種酸溶液...鹽酸50%十水50%。
處理過程是把試樣用溫水洗凈后,用第1種酸溶液腐蝕試樣的試驗面,直到試驗面變黑( 30~60秒鐘)后用溫水將其洗凈,再經第2種酸溶液腐蝕3秒后,用溫水將其洗凈并用風吹干,進行檢查。在腐蝕面上:混有明亮的斑點(馬氏體組織)或暗的斑點(屈氏體,索氏體組織)者,說明磨削硬度和組織發生了變化。組織變化表示磨削熱造成過度回火使淬火件的馬氏體變成屈氏體或索氏體;或者局部再淬火變成馬氏體。
為防止磨削燒傷,應嚴格修理沙輪,采用合理的磨削進量,不要因為加入磨削液而大量地磨削,這是因為磨削液不能進入磨削面,只能從工件的周圍進行冷卻,它只是將因磨削熱使溫度上升的零件冷卻下來。據說,磨削熱,可使磨削表面的溫度高達1300℃以上。因此必須注意.
2.唐削裂紋發生的原因是什么
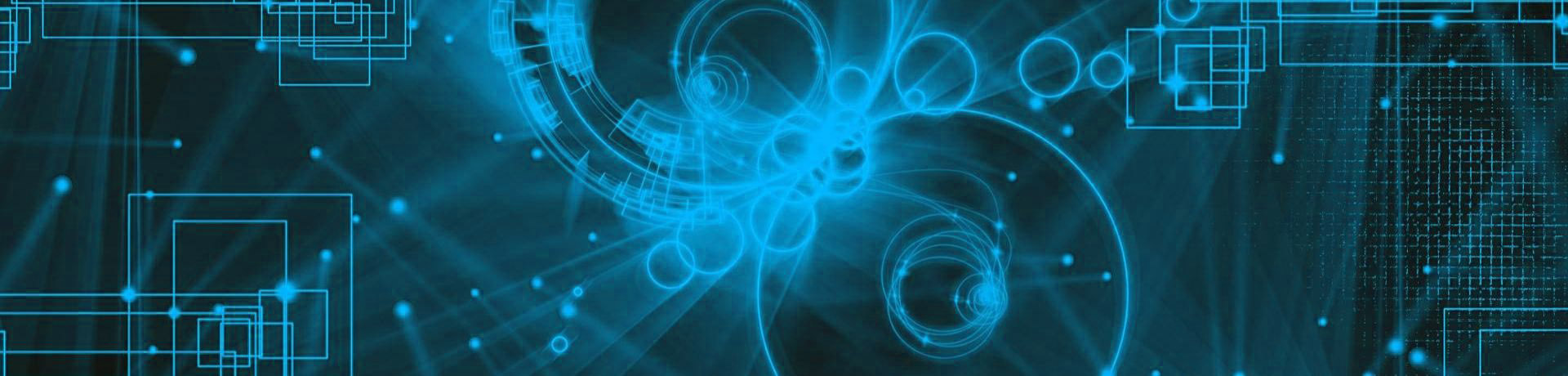
磨削裂紋是淬火后未回火的零件,或含殘余奧氏體多的零件磨削時出現的現象,這種裂紋不在磨削中發生,而在磨削后發生。磨削裂紋具有獨特的形狀,它與淬火裂紋不同,所以可立即區別它們。
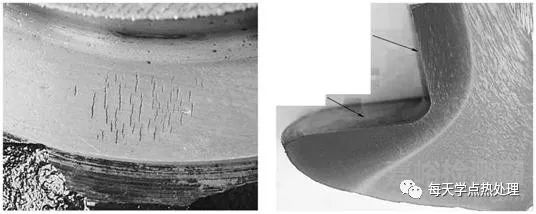
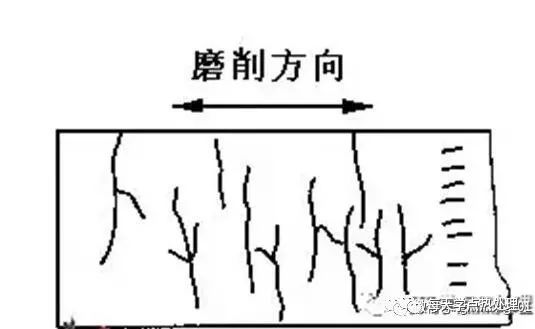
輕微的磨削裂紋表現與磨削方向成直角的平行線,特別嚴重的磨削裂紋呈龜甲狀。深度大約為0. 1~0.2mm,看. 上去有點象龜裂.若用酸液浸蝕,龜裂則被明顯地顯現出來.
磨削裂紋是怎樣發生的呢?原因-般有下列幾方面:
淬火后的鋼變成馬氏體組織,所以它處于膨脹狀態,如果把這種淬火鋼進行加熱,大概到100℃時發生第一次收縮,繼續加熱到約300℃左右時,發生第二次收縮。
另外,鋼-經磨削,磨削區的溫度就上升。其溫度到底是多少?對此有各種各樣的說法,有人認為是800℃;有人認為是1600℃本書作者通過實驗了解到磨削區的溫度約為600℃.
因此,若把淬火后的鋼件進行磨削,則僅磨削面的溫度升高,升到100 ℃時發生第一次收縮。這種收縮僅在表層發生,母體組織仍處于膨張狀態。因此,表層受張應力發生龜裂。
這種龜裂稱為第一種磨削裂紋。當磨削熱嚴重時,表層溫度達到300℃就發生第二次收縮導致主磨削裂紋.這種裂紋稱.為第二種磨削裂紋。由此可見,磨削裂紋有兩種。
為防止磨削裂致,零件淬火后必須回火后再磨削。為防止第-種磨削裂紋,必須在100-200℃的溫度范圍內回火;為防止第二種磨削裂紋,必質在300℃左右的溫度回火。
還有,如果存在殘余奧氏體,磨削熱會使奧氏體轉化為馬氏體。若對此馬氏體繼續進行磨削。也要發生磨削裂紋。